Gjengetapper for bruk i maskin (maskintapper) produseres i ulike materialkvaliteter, i forskjellig avfasingsform (hvor spiss tappen er) og med ulik sponbryting.
Materialkvalitet – maskingjengetapper
HSSE |
|
HSSE VAP |
|
HSSE TiCN |
|
HSSE-PM TiAIN |
|
HSSE TIN |
|



Avfasing (spissing) på maskingjengetapper
|
Form A
|
|
|
Form B
|
|
|
Form C
|
|
|
Form D
|
|
|
Form E
|
|
|
Form F
|
|
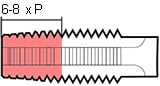
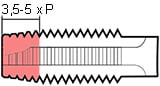
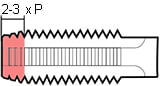
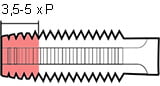
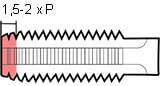
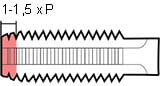
Kort avfasing gjenger helt til bunnen av hullet. Lange avfasinger reduserer belastningen på gjengetappen og anbefales for materialer med høy skjærestyrke.
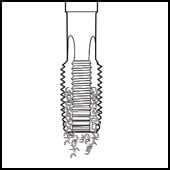
Sponbryting – Maskingjengetapper
|
Form A, C, E
Sporene i tappen holder på en del av skjæresponet. Spon fjernes bare delvis ved gjenging. Anbefales ikke å bruke denne typen ved dype hull. |
 |
|
Form B
På grunn av spiralpunktet blir spon rullet sammen i skjæreretningen, noe som forhindrer «pakking» av spon. Kjølevæske/skjæreolje kan flyte fritt. |
 |
|
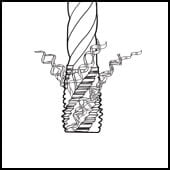
Form C, D
På grunn av spiralformen tvinges spon foran tappen. Gunstig ved gjenging i harde materialer. |
 |
|
Form C, E
Spesielt egnet for automatiske dreiebenker og multispindelmaskiner. På grunn av at sponet fjernes mot skjæreretningen sikres fjerning av spon i gjengeprosessen. |
 |
|
Form C, E
På grunn av vinkelen på spiralen fjernes sponet sikkert, også lange spon og i dype blindhull. |
 |